Лот № 1079
₽ 33 000 .00
Midinette
Royal DoultonМногие из нас верят, что фарфор , это нечто настолько хрупкое и утончённое, что малейший удар может его разрушить. Однако перед нами предстоит открытие, которое проведёт нас сквозь толщу веков, химии и мастерства. Что, если истинная мощь прячется за тончайшими стенками и безукоризненно белой глазурью?
Возникновение костяного фарфора , это история страсти, трудолюбия и революционных открытий. В XVIII веке, в эпоху, когда фарфоровая лихорадка охватила Европу, английские мастеровые поставили перед собой задачу не только догнать, но и превзойти красоты Востока. Их амбиции были подкреплены открытием уникального материала , костяной золы, которая добавила сияющую белизну и твёрдость фарфоровым изделиям. Мастера из Лондона, словно алхимики из легенд, преобразовали обычные кости в волшебный порошок, который стал основой для создания этого легендарного материала. Представьте себе: из обыкновенных коровьих костей создаётся материал, обладающий магической прочностью и невероятной прозрачностью, будто созданный из света.
Костяная зола в составе фарфора формирует уникальный материал с редкой прочностью и белизной. 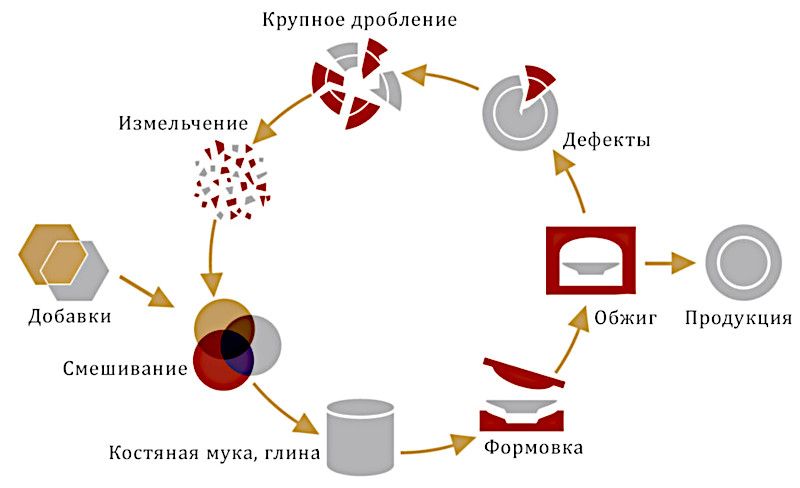
Но откуда взялась эта магическая зола? Процесс её создания начинается с тщательной очистки и обжига костей при беспрецедентно высокой температуре , около 1000 градусов. В этот момент органические остатки превращаются в чистую эссенцию прочности и белизны, которая идеально вписывается в структуру фарфора. Эта скрытая алхимия обеспечивает не только элегантный внешний облик изделий, но и заложенную в них стихийную стойкость.
История искусства: Однажды, в мастерской Джозайи Споуда, молодой ученик, невыполненный задачей контроля температуры обжига, случайно повысил её, что превратило фарфор в настолько твердое состояние, каким он стал быть известен по сей день. Это открытие положило начало новой эре в искусстве фарфора.
Однако, как и в любой великой истории, атавизмы прошлого преследовали новатора. Сначала фарфор имел неравномерные кремовые оттенки, которые выглядели весьма непривлекательно. Первые попытки создания мягкой пасты без использования каолина также привели к разочарованию, так как изделия были подвержены деформации при обжиге. Но благодаря неустанным экспериментам и поискам аккуратного баланса ингредиентов, фарфор с течением времени превратился в настоящее искусство, сияющее чистотой и выразительностью.
Середина XVIII века стала эпохой, когда ученые и творцы объединили усилия, чтобы овладеть стихией фарфора. Английские мастера в Стратфорде ле Боу и Челси, как алхимики прошлого, играли с огнём, стремясь превзойти китайские секреты. Они соревновались в гармоничном сочетании пластичности и прочности, и когда Томас Фрай впервые добавил перемолотые кости в мягкую пасту, он сделал революционное открытие. Этот яркий прорыв ознаменовал начало новой эры, где эксперименты начали приносить ощутимые плоды.
Маленькая тайна: Легенда гласит, что Томас Фрай испытывал новый состав не в лаборатории, а прямо у себя дома, используя кухонную печь. В результате чего, керамическая паста, названа "fine china", обретала свою совершенную форму прямо на глазах у изумлённой семьи.
Как ни парадоксально, настоящая кульминация произошла благодаря новаторским методам Джозайи Споуда. Его научный подход и стремление к совершенству в обработке керамики привели к уникальному пониманию костяного фарфора как коммерчески успешного продукта. Добавление каолина в миксинг для стабилизации формы и оптимизация соотношения ингредиентов принесли изделиям из костяного фарфора грандиозный успех и мировое признание.
Споуд, как истинный визионер, открыл новые горизонты для костяного фарфора, добавив стабильность и стилистическую завершенность, благодаря чему данный материал бол послужил вдохновением для поколения будущих мастеров. Костяной фарфор не просто выстоял испытание временем, он процветал и достиг новых высот в XX веке.
Костяной фарфор XX века обретает новое дыхание на Ломоносовском фарфоровом заводе. Под руководством Александра Сергеевича Соколова создаются запатентованные пропорции и технологии, которые позволяют изготавливать практически прозрачные изделия, сохраняющие при этом невероятную прочность. Замысловатость и элегантность льются в каждом произведении, делая русский фарфор одним из лучших на мировом рынке.
Визуальная гармония и ювелирная точность исполнения , характеристики современного костяного фарфора. 
Одновременно с этим верхнюю планку инициирует японская компания Nikko: соблюдая правильный баланс между традициями и новаторством, они внедряют новейшие технологические процессы, чтобы продукция была доступна не только любителям искусства, но и всем, кто ценит комфорт. Их изделия обладают исключительными прочностными характеристиками, что позволяет использовать их в микроволновках и посудомоечных машинах, бросая вызов устоявшемуся мнению о фарфоре, требующем бережного обращения.
Инновации и технологии: На выставке в Токио, посетители могли наблюдать, как продукция компании выдерживает удары металлической кули, не теряя своей формы до диаметра. Это стало настоящим шоком, подтверждающим непревзойденную славу и качество японского костяного фарфора.
Костяной фарфор завораживает людей по всему миру уже несколько столетий. Его особая текстура и исключительная эстетическая ценность не просто подчёркивают стиль, но предлагают отправиться в путешествие сквозь века, представляя каждое изделие не только как утилитарный предмет, но и как послание из прошлого, несущего культуру, историю и искусство в современный мир.
Современный рынок костяного фарфора является свидетельством противостояния традиций и модерна. Это более, чем материал, это культурное явление, известное за свою историю создания и непревзойденный эстетику. Сегодня его создание обсуждается среди населения и по новой оспаривается некоторыми культурами.
В эпоху, когда проведение границ между культурами становится все более размытым, одни страны создают новаторские коллекции, в то время как другие обсуждают их религиозно-этические паспорту. Но в самом фарфоре зашифрован некий язык, способный объединять разнообразие и подчеркивать единство. В 2023 году костяной фарфор остаётся неотъемлемой частью не только утилитарного мира, но и искусства, которое позволяет объединять, переосмысливать и творить новые культурные диалоги.